管道焊后热处理的技术条件
管道焊后热处理的技术条件
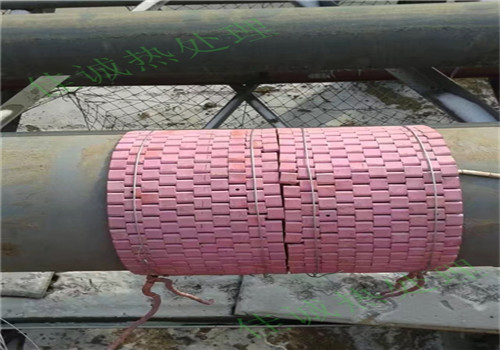
1 焊后热处理的工艺条件
2 焊后热处理的加热速率,热处理温度下的恒温时间及冷却速率应符合下列规定。
3. 当温度升至400℃以上时,加热速率不应大于(205×25/δ)℃/h,且不得大于330℃/h。
4 焊后热处理的恒温时间应为每25mm壁厚恒温1h,且不得少于15min,在恒温期间内最高与最低温差应低于65℃。
5. 恒温后的冷却速率不应大于(60×25/δ)℃/h,且不得大于260℃/h,400℃以下可自然冷却
管道热处理就找佳诚热处理http://www.13901559172.com/
返回列表
电话:139 0155 9172
Copyright 2018 All Rights Reserved
吴江市平望镇佳诚热处理设备厂