

- 智能温控仪型号10+
- 热处理设备行业10年+
- 管道热处理客户50+
24小时服务热线:139 0155 9172
24小时服务热线:139 0155 9172
吴江市平望镇佳诚热处理设备厂
地址:江苏省苏州吴江市平望镇梅堰开发区
邮编:215200
服务热线:13901559172
电话:0512-60809172
网址:www.13901559172.com
邮箱:13901559172@163.com
壁厚≥6mm的合金钢管,管件(如弯头、三通等)和大厚度板件在负温下焊接时,预热温度可按预热温度表的规定值提高20~50℃;壁厚<6mm的低合金钢管及壁厚>15mm的碳素钢管在负温下焊接时亦应适当预热;1.6)预热宽度从对口中心开始,每侧不少于焊件厚度的三倍,厚度大于35mm的焊接口头预热时的升温速度应按预热处理升温要求升温;
热处理过程中升温、降温速度按250×25/壁厚℃计算,且≤300℃/h;降温过程中温度在300℃以下时,可不控温。本发明工序安排合理、协调,能够有效地降低废品率且产品质量高。

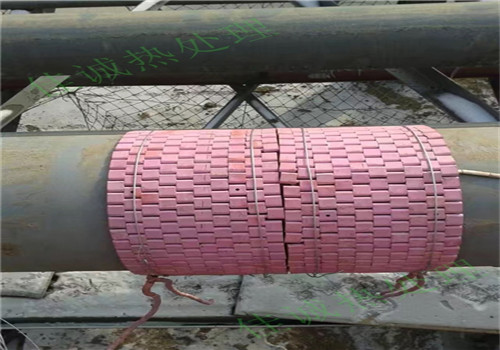
热处理设备目的:焊后热处理一般选用单一高温回火或正火加高温回火处理。对于气焊焊口采用正火加高温回火热处理。这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。管道热处理适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。绝大多数场合是选用单一的高温回火。管道热处理的加热和冷却不宜过快,需要内外壁温度的均匀。

热处理设备专业生产厂家,http://www.13901559172.com
公司新闻MORE+
行业新闻MORE+
联系我们MORE+

吴江市平望镇佳诚热处理设备厂
地址:江苏省苏州吴江市平望镇梅堰开发区
邮编:215200
服务热线:13901559172
电话:0512-60809172
网址:www.13901559172.com
邮箱:13901559172@163.com
友情链接:

